GZ系列電磁振動給料機結構和工作原理
1、結構
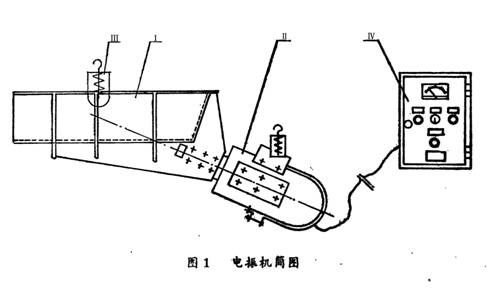
電磁振動給料機由以下主要部分組成(見圖1)
Ⅰ、料槽
Ⅱ、電磁振動器(詳見圖5)
Ⅲ、減振器
Ⅳ、控制箱
 2、工作原理
2、工作原理
本系列電振機為雙質體共振型振動給料機,電磁振動器和給料機槽體共同組成雙質體振動系統,如圖2所示:
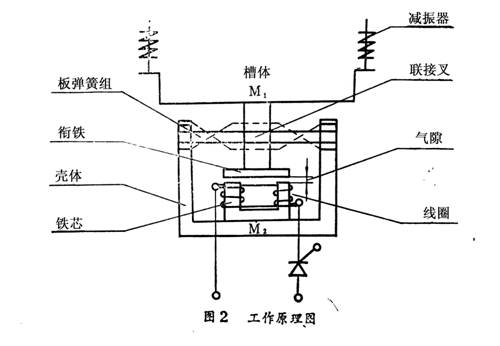
其中給料機槽體和銜鐵的質量,板彈簧組折算質量的一半和料槽中物料的當量質量共同組成質量M1;殼體、鐵芯、線圈的質量及板彈簧組折算質量的一半共同組成質量M2;M1和M2由板彈簧組彈性地聯系在一起,構成雙質體振動系統。
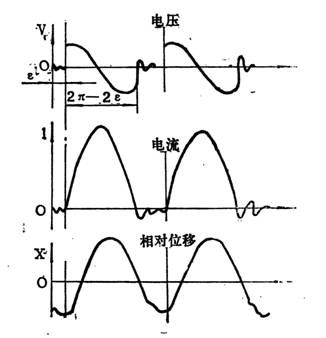
電磁線圈是由單相交流電經可控硅半波整流后供電的,當線路接通后,正半周內有電壓加在線圈上,在鐵芯和銜鐵之間產生脈沖電磁力,電磁力使板彈簧組產生彈性變形,鐵芯和銜鐵產生相對運動,此時板彈簧組儲存勢能;在負半周,板彈簧組釋放能量。鐵芯和銜鐵向相反方向運動,這樣雙質體以交流電的頻率作往復振動。加在線圈兩端的電壓及通過線圈的電流及料槽振動部位移的波形如圖3所示,由圖可以看出,電振機的振動頻率與電源頻率相同。
本系列電振機雙質體處于低臨界近共振狀態下工作,即激振頻率ω與系統的固有頻率ω0=0.9左右,(式中Z為調諧值,ω0=,M=之比:Z=
為系統的折算質量,C為板彈簧組的總剛度),在這種情況下同,當負載增大系統的阻尼增大而使振幅減小的同時,系統的固有頻率將降低,使調諧值升高,振幅增大,起到相互補償作用,使給料機有比較穩定的振幅。
電振給料機的給料過程是利用電磁振動器驅動給料槽沿傾斜方向作周期直線往復振動來實現的,當給料槽振動的加速度垂直分量在于重力加速度時,槽中的物料將被拋起,并按照拋物線的軌跡向前進行跳躍運動,拋起和下落在1/50秒內完成,料槽每振動一次,槽中的物料都被拋起向前跳躍一次,這樣槽體以每分鐘3000次的頻率振動,物料相應地被連續拋起向前跳躍,使物料均勻連續向前移次,達到給料目的。其給料過程如圖4所示:
1、結構
電磁振動給料機由以下主要部分組成(見圖1)
Ⅰ、料槽
Ⅱ、電磁振動器(詳見圖5)
Ⅲ、減振器
Ⅳ、控制箱
2、工作原理
本系列電振機為雙質體共振型振動給料機,電磁振動器和給料機槽體共同組成雙質體振動系統,如圖2所示:
其中給料機槽體和銜鐵的質量,板彈簧組折算質量的一半和料槽中物料的當量質量共同組成質量M1;殼體、鐵芯、線圈的質量及板彈簧組折算質量的一半共同組成質量M2;M1和M2由板彈簧組彈性地聯系在一起,構成雙質體振動系統。
電磁線圈是由單相交流電經可控硅半波整流后供電的,當線路接通后,正半周內有電壓加在線圈上,在鐵芯和銜鐵之間產生脈沖電磁力,電磁力使板彈簧組產生彈性變形,鐵芯和銜鐵產生相對運動,此時板彈簧組儲存勢能;在負半周,板彈簧組釋放能量。鐵芯和銜鐵向相反方向運動,這樣雙質體以交流電的頻率作往復振動。加在線圈兩端的電壓及通過線圈的電流及料槽振動部位移的波形如圖3所示,由圖可以看出,電振機的振動頻率與電源頻率相同。
本系列電振機雙質體處于低臨界近共振狀態下工作,即激振頻率ω與系統的固有頻率ω0=0.9左右,(式中Z為調諧值,ω0=,M=之比:Z=
為系統的折算質量,C為板彈簧組的總剛度),在這種情況下同,當負載增大系統的阻尼增大而使振幅減小的同時,系統的固有頻率將降低,使調諧值升高,振幅增大,起到相互補償作用,使給料機有比較穩定的振幅。
電振給料機的給料過程是利用電磁振動器驅動給料槽沿傾斜方向作周期直線往復振動來實現的,當給料槽振動的加速度垂直分量在于重力加速度時,槽中的物料將被拋起,并按照拋物線的軌跡向前進行跳躍運動,拋起和下落在1/50秒內完成,料槽每振動一次,槽中的物料都被拋起向前跳躍一次,這樣槽體以每分鐘3000次的頻率振動,物料相應地被連續拋起向前跳躍,使物料均勻連續向前移次,達到給料目的。其給料過程如圖4所示: